مدیریت ایمنی و کیفیت در صنعت آسانسور با استفاده از تکنیک FMEA
وحید رضا صادق منش- مهندس تأسیسات مکانیک، نظام مهندسی ساختمان استان قم،
دانشجوی کارشناسی ارشد مدیریت اجرایی دانشگاه تهران

چکیده:
صنعت آسانسور بعنوان یکی از ضروریات توسعه ساخت و ساز شهری و رفاه در خدمت بشر می باشد.بدون این صنعت امکان توسعه عمودی شهرها و مزایای ناشی از بلندمرتبه سازی وجود نخواهد داشت لکن با توجه به خطرات و ریسک های ناشی از عدم کارکرد صحیح هر یک از اجزای سیستم آسانسور بر جان و منابع انسانهایی که از آن استفاده می کنند،شناخت و بکارگیری تکنیک های دارای متدولوژی پذیرفته شده در افزایش ایمنی و کیفیت بسیار حیاتی است.یکی از این تکنیک ها که مورد توافق جهانی بوده و برای اجرا و استقرار سیستم های تضمین کیفیت و ایمنی توسط سازمان های معتبری مانندISOپیشنهاد شده است تکنیک آنالیز حالات خرابی و ریسک و اثرات ناشی از آنها(FMEA) می باشد.با توجه به حوادث روزافزون در صنایع آسانسور در کلیه مراحل ، در این مقاله ضمن بررسی کلیات تکنیک مذکور به الزامات استفاده از آنها در صنایع آسانسور در کلیه مراحل تولید قطعات،طراحی،نصب و نگهداری و بهره برداری خواهیم پرداخت.
- مقدمه:
در سال های اخیر متاسفانه آمار جرح و فوت بر اثر حوادث آسانسور رشد معناداری پیدا کرده است.سایت قطره به نقل از خبرگزاری فارس اعلام می کند بر اساس آمار سازمان آتشنشانی حوادث آسانسور در سال90 در تهران 33 درصد افزایش یافت/ تعداد قربانیان ۵ برابر شد: شمار تعداد حوادث آسانسور در کلانشهر تهران در 9 ماه امسال نسبت به مدت مشابه سال 89 بیش از 33 درصد افزایش یافته است.[4]همچنین سایت لیفتیران در گزارشی به نقل از معاون حفاظت و پیشگیری سازمان آتشنشانی و خدمات ایمنی شهرداری تهران، میزان حوادث آسانسور در سال 87 نسبت به 86، دو برابر افزایش یافت[5]
با نگاهی گذرا به آمار حوادث آسانسور آنچه مشهود است ایجاد جو بدبینی به فعالان صنعت آسانسور از تولید کننده قطعات تا مونتاژکار و بازرس استاندارد می باشد.ابعاد هزینه های خدشه در اعتبار و اعتماد به فعالان صنعت آسانسور خود نیازمند به بررسی جداگانه ای می باشد.همچنین صنعت آسانسور ایران نیاز به یک طرح پژوهشی آسیب شناسی و بهبود را احساس می کند که برای این مهم نیاز به وفاق کلیه فعالان و دلسوزان زمینه های مختلف این صنعت با محوریت یکی از مراجع ذیصلاح قانونی از قبیل سازمان استاندارد و تحقیقات صنعتی یا سندیکای آسانسور و پله برقی ایران می باشد.لکن با توجه به وجود تکنیک های بهبود و تضمین کیفیت و ایمنی که کارآیی آنها در طول سالیان و برای صنایع مختلف اثبات شده است ، این تکنیک ها می توانند بعنوان راهنما و ابزاری برای فعالان این صنعت پیشنهاد شوند.
در حیطه صنعت آسانسور ، مسائلی نظیر :شدت رقابت، بالا رفتن توقع و تغییرات خواسته ها و انتظارات مشتری، تحولات روز افزون فناوری، باعث افزایش تعهدات شرکت های فعال در این صنعت در زمینه رفع عیوب در محصول و امحا هرگونه کمبود و انحراف در عملکرد آن است.در غیر این صورت، سهم بازار به دلیل کاهش رضایت مشتری ، از دست خواهد رفت.برای تحقق هدف یاد شده، سازمان های امروزی از ابزاری به نام “روش های تجزیه و تحلیل عوامل شکست و آثار آنها ” یاFMEA استفاده کرد و مطمئن می شوند که محصولی بدون عیب و قابل رقابت به بازار عرضه می کنند.با استفاده از این ابزار کارآمد، میتوان حالات بالقوه خرابی در سیستم ، فرایند، محصول و خدمت را شناسایی و اولویت بندی کرد ، اقدامات لازم برای حذف یا کاهش میزان وقوع حالات بالقوه خرابی را تعریف و تعیین کرد ودر نهایت ، نتایج تحلیل های انجام شده را با هدف تهیه مرجعی کامل برای حل مشکلات آتی، به ثبت رساند.
همچنین یکی از چالش های اساسی در کلیه سطوح مرتبط با صنایع آسانسور ریسک و ایمنی می باشد.ایمنی بعنوان یکی از چالش های مبتلابه کلیه صنایع و فعالیت های تولیدی و پیمانکاری بوده و برای ارتقا آن متدولوژی های متنوعی ارائه شده است.ابعاد ایمنی در صنعت آسانسور به کلیه سطوح از فرآیند طراحی و تولید قطعات،مونتاژ و نصب تجهیزات گرفته تا بهره برداری توسط کاربر نهایی مرتبط است.لذا برای ارتقا ایمنی در صنعت آسانسور نیاز به یک پژوهش میدانی از حوادث و علل آنها و همچنین آنالیز سیستماتیک زمینه های بالقوه خطر در هر یک از موارد یاد شده می باشد.برای تحلیل و بهبود ایمنی روش های مختلفی وجود دارد لکن تکنیک “آنالیز حالات خرابی و شکست (Failure Mode & Effect Analysis) با علامت اختصاری FMEA بعنوان روشی کارامد،همه فهم،فراگیر و سیستماتیک مطرح شده است.در این مقاله ضمن بررسی اجمالی ریسک و ایمنی ، به معرفی تکنیک مذکور و الزامات آن در صنعت آسانسور بعنوان راهکاری کارآمد برای ارتقاء ایمنی خواهیم پرداخت.روش این تحقیق بهره برداری از منابع کتابخانه ای و نوع این تحقیق کاربردی می باشد.
- ادبیات تحقیق
2-1- معرفی تکنیک FMEA
تعریف :FMEA متدولوژی یا روشی است سیستماتیک که به دلایل زیر به کار می رود[1] :
الف-شناسایی و اولویت بندی حالات بالقوه خرابی و خطر در یک سیستم، محصول، فرایند و یا سرویس
ب-تعریف و اجرای اقداماتی به منظور حذف و یا کاهش میزان وقوع حالات بالقوه خرابی و آسیب
پ-ثبت نتایج تحلیل های انجام شده به منظور فراهم کردن مرجعی کامل برای حل مشکلات در آینده
تعریف خاص : FMEA در ارزیابی ریسک روش تحلیلی است که میکوشد تا حد ممکن خطرات بالقوه موجود در محدودهای که در آن ارزیابی ریسک انجام میشود و همچنین علل و اثرات مرتبط با آن را شناسایی و رتبه بندی کند.
در دهه ۱۹۵۰ اهمیت مسائل ایمنی و پیشگیری از حوادث قابل پیش بینی در صنعت هوا -فضا، علت اصلی پیدایش FMEA شد. چندی بعد این روش به عنوان ابزاری کلیدی برای افزایش ایمنی رد فرایندهای صنایع شیمیایی مطرح شد واز آن به بعد، هدف از اجرای FMEA پیشگیری از تصادفات و اتفاقات تعریف شده است.در فوریه ۱۹۹۲ استاندارد SAE -J- 1739 به عنوان استاندارد مرجع FMEA در صنایع خودرو معرفی شد و به دنبال آن در سال های اخیر، توسعه سیستم های تضمین کیفیت در صنعت خودروبخصوص وضع استاندارد QS-9000 در صنعت خودروی امریکا، موجب شد که استفاده از FMEA رواج بیشتری یابد .[1]
FMEA تکنیکی تحلیلی و متکی بر قانون (پیشگیری قبل از وقوع) است که برای شناسایی عوامل بالقوه خرابی بکار میرود.توجه این تکنیک بر بالا بردن ضریب امنیت ودر نهایت رضایت مشتری، از طریق پیشگیری از وقوع خرابی است .
FMEA ابزاری است که با کمترین ریسک، برای پیش بینی مشکلات و نقص ها در مراحل طراحی و یا توسعه فرایندها وخدمات در سازمان به کار میرود.[6]
یکی از عوامل موفقیتFMEA زمان اجرای آن است. این تکنیک برای آن طرح ریزی شده که “یک اقدام قبل از واقعه باشد” نه “یک تمرین بعد از آشکار شدن مشکلات”. به بیانی دیگر، یکی از تفاوت های اساسی FMEA با سایر تکنیک های کیفی این است که FMEA یک اقدام کنشی است، نه واکنشی. در بسیاری از موارد وقتی با مشکلی مواجه می شویم، ممکن است برای حذف آن اقدامات اصلاحی تعریف و اجرا شود.این اقدامات ، واکنشی در برابر آنچه اتفاق افتاده است.درچنین مواردی حذف همیشگی مشکل، به هزینه و منابع زیاد نیاز دارد، زیرا حرکت از وضعیت موجود به سمت شرایط بهینه اینرسی زیادی خواهد داشت، اما در اجرای FMEA با پیش بینی مشکلات بالقوه و محاسبه میزان ریسک پذیری آنها، اقداماتی در جهت حذف و یا کاهش میزان وقوع آنها تعریف و اجرا میشود.این برخورد پیشگیرانه کنشی است در برابر آنچه ممکن است در آینده رخ دهد و مسلما اعمال اقدامات اصلاحی در مراحل اولیه طراحی محصول یا فرایند، هزینه و زمان بسیار کمتری در برخواهد داشت .علاوه بر این، هر تغییری دراین مرحله بر روی طراحی محصول یا فرایند براحتی انجام شده و در نتیجه احتمال نیاز به تغییرات بحرانی در آینده راحذف می کند یا کاهش خواهد داد .
FMEA اگر درست و به موقع اجرا شود، فرایندی زنده و همیشگی است .یعنی هرزمان که قرار است تغییرات بنیادی در طراحی محصول و یافرایند تولید (یا مونتاژ)انجام گیرد باید بروز شوندو لذا همواره ابزاری پویاست که در چرخه بهبود مستمر به کار می رود .هدف از اجرای FMEA جستجوی تمام مواردی است که باعث شکست یک محصول یا فرایند می شود، قبل از اینکه آن محصول به مرحله تولید برسد و یا فرایند آماده تولید شود FMEA .به تنهایی مسائل و مشکلات را برطرف نمی کند، بلکه باید در کنار سایر تکنیک های حل مسئله مانندQFD،6SIGMA،DOE،APQP،COQ،مهندسی ارزش و… مورداستفاده قرار گیرد.تهیه FMEA فرصت هایی را برای سازمان فراهم میکند که اگر فقط در قالب یک فرم مستند شوند، هرگز مشکلات را حل نمی کنند .برخی دیگر تز کارکردها و مزایای استفاده از این تکنیک عبارتند از[6]:كاهش نرخ شكست و افزایش قابلیت اعتماد محصول در دورهء عمر مفيد آن، كاهش زمان معرفي محصولات جديد، جلوگيري از صرف هزينه هاي اضافي، در اختيار قراردادن اطلاعات مفيد جهت مميزي طرح، شناسايي مشخصه هاي مهم محصول و نياز به كنترل ويژه ،اولويت بندي اقدامات و فعاليتها براي بهبود طراحي ، افزايش روحيه ء كارگروهي در افراد،استقرار تفکر سیستمی در سراسر سازمان،افزایش ایمنی و کاهش هزینه های آسیب ها و خطرات جانی و انسانی
2-2- انواع FMEA:
در حال حاضر بيشترين كاربرد FMEA شامل موارد زير است:
1- طراحي سيستم ها و زيرسيستم ها از ابتدايي ترين مراحل (System-FMEA) برای مثال طراحی سیستم های جدید حرکت عمودی در ساختمان یا سیستم خدمات مشتریان آسانسورهای منصوبه
2- طراحي قطعات جديد و يا اعمال تغييرات در طرح هاي جاري(Design-FMEA) برای مثال طراحی سیستم درایو 3VF
3- طراحي و يا توسعه فرآيندهاي توليد يا مونتاژ (Process-FMEA) برای مثال روش جدید تولید ریل به روش ماشین کاری
4- طراحي و يا توسعه فعاليت ها و ارائه خدمات (Service-FMEA) برای مثال روش مانیتورینگ آنلاین فعالیت آسانسور توسط اینترنت(آنلاین)
5- طراحي ماشين آلات (Machinery-FMEA)برای مثال طراحی درایوهای جدید دور متغیر درب طبقات و کابین
3- مراحل طرح ریزی و اجرای FMEA
3-1- جمع آوری اطلاعات مربوط به فرایند:
سایت یا مکانی که در آن ارزیابی ریسک انجام میشود باید کاملاً شناسایی و نحوه فعالیتها و فرایندها به دقت بررسی شود.
در خصوص آسانسور بطور کلی سه مرحله اصلی قابل شناسایی و بررسی می باشد [9]:
مرحله اول : مرحله قبل از ساخت و یا مرحله طراحی و ساخت سازه ساختمان
مرحله دوم : طراحی،ساخت و مونتاژ مکانیکی آسانسور
مرحله سوم:نگهداری و پشتیبانی آسانسور
در هریک از مراحل فوق فرآیندهای متفاوتی که به نحوی از انحاء با آسانسور در ساختمان مرتبط است شناسایی می شود تا در مرحله بعدی میزان و احتمال خطرات هر فرآیند بررسی شود.برای مثال در مرحله دوم مواردی مانند کنترل کیفیت جوشکاری،نصب و تراز موتور گیربکس و انتخاب مصالح استاندارد مورد توجه است.برخی خطرات این مرحله می تواند عدم رعایت ایمنی کار در ارتفاع توسط نصاب،سقوط سایر پیمانکاران و افراد در چاه آسانسور بدون حفاظ،عدم شناسایی قطعات بی کیفیت یا تقلبی و… باشند
3- 2- تعیین خطرات بالقوه:تمام خطراتی محیطی ، تجهیزاتی ، مواد ، انسانی و… که ایمنی را تهدید می کند باید در نظر گرفته شود همچنین حالات هر خطر نیز میبایست مورد تجزیه و تحلیل قرارگیرد.برای مثال برخی خطرات که بویژه پس از زلزله جان ساکنین و بهره برداران از آسانسور را تهدید می کند عبارتست از: خارج شدن کابین از ریل ها،واژگون شدن موتور گیربکس،فروریختن چاهک،برخورد قاب وزنه تعادل به کابین،تخریب براکت ریل ها [3]
3-3- بررسی اثرات هر خطر: اثرات هر خطر، اثرات احتمالی هستند که خطر بر ایمنی افراد میگذارند. اثرات خطر میتوانند مانند آتش سوزی، مسمومیت ، شکستگی ، آسیبهای مفصلی و غیره باشد.
3-4- تعیین علل خطر : شناخت کافی از محدوده مورد ارزیابی میتواند کمک فراوانی برای شناسایی علل بوجود آمدن خطر باشد. اطلاعات فنی ، زیست محیطی و ارگونومیک نیز در شناسایی بهتر علل موثر هستند.برای مثال خارج شدن کابین از ریل ها علل مختلفی می تواند داشته باشد : عدم کیفیت جوشکاری استراکچر،عدم استحکام خمشی،پیچشی و کششی ریل ها،عدم نصب صحیح براکت ها،فاصله بیش از حد استاندارد براکت ریل ها از هم و….برای هر یک از علل فوق تحلیل جداگانه ای در فرم FMEA انجام می شود. [8]
3-5- چک کردن فرایندهای کنترل : به منظور ارزیابی بهتر خطرات صورت میگیرد. بررسی برگهها عملیات استانداردها الزامات و قوانین حاکم بر محیط کار و عوامل مربوط از جمله این کارهاست.چک لیست های بازرسی استاندارد در آسانسور می تواند اطلاعات خوبی در این خصوص داشته باشد.همچنین نظارت مهندس سازه بر آهنکشی و استراکچر نمونه دیگری از فرایندهای کنترلی است.
3- 6- تعیین شدت اثر(S) : وخامت خطر یا میزان جدید بودن ”اثر خطر بالقوه “ بر افراد است. شدت یا وخامت خطر فقط در مورد ”اثر “ آن در نظر گرفته میشود، کاهش در وخامت خطر فقط از طریق اعمال تغییرات در فرایند و نحوه انجام فعالیتها امکان پذیر است.جدول شماره 2 راهنمای انتخاب کمی شدت اثر ریسک و خطر است[1]:
جدول1: راهنماي پيشنهادي انتخاب رتبه شدت[1]
| اثر | معيار: شدت اثر | رتبه |
| مخاطره انگيز- پرخطر | اثر خرابي مخاطره آميز است، ايمني را بدون اخطار قبلي تحت الشعاع قرار مي دهد. مغاير با قوانين و استانداردهاي دولتي است. | 10 |
| جدي | اثر بالقوه شديدي وجود دارد. ممكن است موجب توقف ارائه سرويس بدون حادثه خطرناك شود. امكان تداخل يا قوانين دولتي- ويا گرفتاري هاي حقوقي- وجود دارد، ادامه سرويس ممكن نيست. | 9 |
| بسيار زياد | مشتري خيلي ناراضي است، ايمني را به مخاطره مي اندازد، اما ارائه سرويس متوقف مي شود. | 8 |
| زياد | مشتري ناراضي است، عملكرد سرويس (ارائه خدمت) تحت تاثير قرار گرفته،امامتوقف نشده است. بعيد است ارائه سرويس ادامه داشته باشد. | 7 |
| مهم | مشتري احساس ناراحتي مي كند. عملكرد سرويس (ارائه خدمت) افت مي كند، اما متوقف نشده است. ارائه سرويس ممكن است ادامه يابد. | 6 |
| متوسط | مشتري كمي ناراضي است. اثر متوسطي بر عملكرد سرويس (ارائه خدمت) دارد، اما متوقف نشده است. ارائه سرويس با اصلاحاتي ادامه خواهد داشت. | 5 |
| كم | مشتري كمي رنجيده مي شود. اثر كمي بر عملكرد سرويس (ارائه خدمت) دارد، اما متوقف نشده است. ارائه سرويس ادامه خواهد داشت. | 4 |
| نسبتا كم | مشتري نسبتاً رنجيده مي شود.اثر بسيار كمي بر عملكرد سرويس دارد. | 3 |
| بسيار ناچيز | مشتري رنجيده نمي شود، اثر ناچيزي بر عملكرد سرويس دارد | 2 |
| هيچ | بدون اثر | 1 |
7- نرخ احتمال کشف خطر(D)
احتمال کشف نوعی ارزیابی از میزان توانایی است که به منظور شناسایی یک علت/مکانیزم وقوع خطر وجود دارد.
بعبارت دیگر احتمال کشف توانایی پی بردن به خطر قبل از رخداد آن است. [1] (جدول 2)
جدول 2: راهنماي پيشنهادي انتخاب رتبه تشخيص[1]
| تشخيص | معيار | رتبه |
| امكان پذير | هيچ كنترلي براي شناسايي خرابي وجود ندارد | 10 |
| بعيد | كنترل وجود دارد، اما قابل اطمينان نيست و بسيار ناكارآمد است و يا موثر بودن آن معلوم نيست | 9 |
| بسيار ناچيز | كنترل در شناسايي خرابي شانس بسيار ناچيزي دارد | 8 |
| ناچيز | كنترل در شناسايي خرابي شانس كمي دارد و موثر بودن كنترل كم است | 7 |
| كم | كنترل در شناسايي خرابي شانس كمي دارد و موثر بودن كنترل كم است | 6 |
| متوسط | كنترل در شناسايي و كشف خرابي شانس متوسطي دارد و قابليت اطمينان و موثر بودن كنترل متوسط است | 5 |
| نسبتاً متوسط | كنترل در شناسايي و كشف خرابي شانس خوبي دارد و قابليت اطمينان و موثر بودن كنترل نسبتاً خوب است | 4 |
| زياد | كنترل در شناسايي و كشف خرابي شانس خيلي زيادي دارد و امكان عدم تشخيص خرابي بسيار ناچيز است | 3 |
| بسيار زياد | كنترل قطعا قادر به شناسايي و كشف خرابي است | 2 |
| كاملاً قطعي | 1 |
– 8- وقوع(O):وقوع رتبه اي است مربوط به فراواني تخميني و يا مقدار تجمعي خرابي هايي كه به ازاي يك علت خاص در يك دوره زماني به وقوع مي پيوندد به عبارت ديگر، بيان كننده احتمال وقوع علت خرابي است. [1] (جدول 3)
جدول 3: راهنماي پيشنهادي انتخاب رتبه وقوع[1]
| معيار | 1000/تعداد خرابي | رتبه | وقوع |
| خرابي حالت بحراني دارد | >316 | 10 | تقريباً قطعي |
| تعداد خرابي خيلي زياد است | 316 | 9 | بسيار زياد |
| تعداد خرابي زياد است | 134 | 8 | زياد |
| تعداد خرابي نسبتاً زياد است | 46 | 7 | متوسط مايل به زياد |
| تعداد خرابي در حد متوسط است | 12.4 | 6 | متوسط |
| گاهي اوقات خرابي ديده مي شود | 2.7 | 5 | نسبتاً كم |
| احتمال خرابي كم است | 0.46 | 4 | كم |
| احتمال خرابي بسيار كم است | 0.0063 | 3 | بسيار كم |
| احتمال خرابي بسيار نادر است | 0.0068 | 2 | به ندرت |
| احتمال خرابي وجود ندارد (سوابق، خرابي نشان نمي دهد) | <0.0058 | 1 | تقريباً غيرممكن |
بررسی فرایند های کنترلی استاندارد ها الزامات و قوانین کار و نحوه اعمال آنها برای دست یافتن به این عدد بسیار مفید است. در این قسمت و برای محاسبه نرخ وقوع،بررسی آماری و میدانی گزارشات خرابی و تکنیک های آماری راه اصولی و قابل اتکایی را هموار می کند لکن به دلایل مختلف از جمله هزینه های بالای اطلاعات و نبود اطلاعات آماری و… می توان از تجارب و تحلیل مدیران و کارشناسان با استفاده از تکنیک های گروهی مانند طوفان فکری یا دلفی استفاده نمود.یکی از بهترین منابع برای این شاخص و سایر تحلیل ها صدای مشتری(VOC) و مدیریت ارتباط با مشتری(CRM) می باشد.
urance x Detectio RPN= Serverity x occ |
3-9- محاسبهRPN: عدد اولویت ریسک حاصلضرب سه عدد وخامت (S) رخداد (O) و احتمال کشف (D) است[10]
عدد اولویت ریسک عددی بین 1 و 1000 خواهد بود. برای اعداد ریسک بالا ، کارگروهی باید جهت پائین آوردن این عدد از طریق اقدام اصلاحی صورت پذیرد.
3- 10- آیا اصلاح نیاز است؟ در این مرحله خطرات را براساس عدد اولویت ریسک رتبه بندی میکنیم و براساس نظر سیستم FMEA یک حد RPN در نظر میگیریم . برای خطراتی که دارای حداقل یک عدد 10 هستند نیز باید اقدام اصلاحی در نظر گرفته شود.
3- 11- اقدامات اصلاحی و پیشنهادی :
این اقدامات باید در جهت اهداف زیر وضع و انجام گردند:
الف ـ حذف علل ریشه ای خطر
ب ـ کاهش وخامت اثر خطا
ج ـ افزایش احتمال کشف خطر در فرایند
دـ افزایش رضایت کاری کارکنان از وضعیت ایمنی
3- 12- تعیین مسئولیت و وظایف : سازمان باید مسئول هر یک از اقدامات اصلاحی را مشخص و ثبت نماید نتایج اقدامات انجام شده باید به گروه FMEA گزارش شده و صحه گذاری شوند.
3- 13- تصحیح فرایند طبق اقدامات اصلاحی : اقدامات باید بطور موثر پیاده شده و این نکته در نظر گرفته شود که باید این اقدامات نیز ارزیابی شود. بعنوان مثال استفاده از لودسل برای سنجش وزن مسافران خود نیاز به تحلیل مخاطرات جدید دارد تا همه ریسک های جدید کنترل شوند.
3- 14- بعد از انجام اقدامات اصلاحی دوباره باید عدد RPN محاسبه گردد.در محاسبه عدد PRN باید توجه داشت که تعیین اعداد نرخ رخداد، وخامت و کشف میبایست براساس نوع فعالیت سازمان تعیین و تثبیت شود عمدتاً برای خطراتی که نرخ وخامت و رخداد بالای 7 دارند میبایست اقدام اصلاحی در نظر گرفته شود.
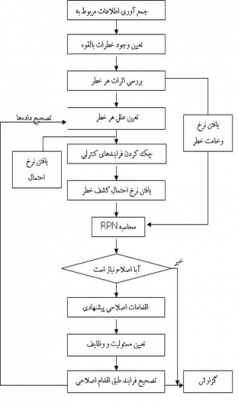
شکل 1: مراحل طرحریزی و اجرای FMEA [2]
تهیه FMEA نیازمند فعالیت تیمی است .تعداد ترکیب افراد در تیم FMEA به پیچیدگی فرایند یا محصول تحت بررسی بستگی دارد، اما توصیه می کنیم که تعداد افراد تیم بیشتر از ۶ نفر نباشد.در صورت پیچیدگی محصول یا فرایند بهتراست کمیته های متعددی تشکیل شوند و هر تیم فرعی ، قسمتی از موضوع را به عهده بگیرد.تیم ها از افراد خبره که بیشترین شناخت را از محصول /فرایند دارند، تشکیل می شود.افرادی چون مهندسین و متخصصین طراحی ، ساخت و مونتاژ ، کیفیت ، خدمات پس از فروش ، بازاریابی و تدارکات.این تیم ها ار مراحل آغازین کارتا زمان اجرای اقدامات پیشنهادی و بررسی نتایج آنها و نهایتا تکمیل FMEA مسئولیت تمام فعالیتهای مربوط را به عهده دارند . یکی از فواید این رویکرد تیمی این است که هر فعالیتی که تعریف می شود همواره مورد توافق همه واحدهای سازمان خواهد بود و بنابراین اجرای آنها هیچ گونه مشکل و یا مقاومتی را در پی نخواهد داشت .
در شکل 1 بصورت شماتیک مراحل طرحریزی و اجرای FMEA نمایش داده شده است[2]:
مراحل فوق در فرم مخصوصFMEA که یک نمونه آن در جدول شماره 4 آورده شده است ثبت می شود[1]:
جدول شماره 4: یک نمونه فرم خام ثبت FMEA [1]
| نام سرويس: تامين كنندگان: تاريخ بازنگري:
مسئول اجراي سرويس: تهيه كننده: نام اعضاي تيم: تاريخ اجرا: |
||||||||||||||||
| اقلام/ سرويس/ عملكرد/ وظيفه | حالات بالقوه خرابي | اثربالقوه خرابي | شدت | Class | علل بالقوه خرابي | وقوع | كنترل هاي جاري سرويس | تشخيص | RPN | اقدامات پيشنهادي | مسئوليت اجرا و تاريخ اتمام | نتايج اقدامات پيشنهادي | نتايج اقدامات | |||
| شدت | وقوع | تشخيص | RPN | |||||||||||||
4- جمع بندی:
در این مقاله ضمن بررسی ضرورت ها و مزایای مدیریت و کنترل انواع ریسک ها در صنایع آسانسور با تکنیک جهانی FMEA آشنا شدیم.استقرار تکنیک مذکور در کلیه شرکت هایی که به نحوی با صنعت آسانسور مرتبط هستند علاوه بر افزایش کیفیت و قابلیت اعتماد در محصولات و خدمات موجب کاهش جدی هزینه های ناشی از آسیب به کاربران و صنعتگران شاغل در این صنعت می شود.بطور کلی از این تکنیک در رده های ذیل استفاده خواهد شد:
- کلیه آیتم های مرتبط با آسانسور در فاز طراحی معماری و سازه ساختمان از قبیل چاه آسانسور و موتورخانه و چاهک
- تحلیل FMEA برای طراحی و تولید اجزا و قطعات مکانیکی و برقی آسانسور توسط تولید کنندگان قطعات آسانسور
- تحلیل FMEA در کلیه مراحل انتخاب،مونتاژ و نصب و نگهداری اجزاء آسانسور در شرکت های آسانسوری
- تحلیل FMEAبرای ایمنی جانی برای مونتاژکاران،سرویسکاران،کاربران نهایی(ساکنین)
- تحلیل جامع فرابخشی تمامی انواع FMEA توسط کمیته تدوین استاندارد ملی آسانسور
5- ادامه مسیر تحقیق:
این تحقیق با توجه به اینکه مطالعات خاصی در مدیریت ریسک و ایمنی در صنعت آسانسور انجام نشده است می تواند شروع سلسله وار تحقیقات بعدی گردد:از جمله موارد ذیل می تواند بعنوان منشأ پژوهش های جدیدی شود:اطلاعات آماری ریسک ها و خطرات در صنعت آسانسور،مطالعه موردی اجرای FMEA در مراحل و زمینه های مختلف صنعت آسانسور،الزامات استقرار سیستمFMEAدر شرکتهای آسانسوری،تحلیل FMEAدر خصوص کلیه اجزا و قطعات یک آسانسور،توسعه و استقرار همزمانFMEAو مهندسی ارزش در شرکتهای آسانسوری و….بی شک در آینده شاهد ادامه این مسیر بعلت نیازها و ضرورت ها خواهیم بود.




